1.ĒŚ─┐ĮķĮB
░³čbÖCąąśI╬┤üĒ░lš╣Ą─┌ģä▌╩ŪÖCąĄ║åå╬╗»Ż¼ļŖÜŌÅ═ļs╗»ĪŻįĮüĒįĮČÓĄ─ė├╦┼Ę■ļŖÖC┤·╠µĘ▒¼ŹĄ─ÖCąĄé„äėŻ¼▀@Š═ā×╗»┴╦ÖCąĄĮYśŗŻ¼╣Ø╩Ī┴╦įOėŗ│╔▒ŠŻ¼┐sČ╠┴╦ķ_░lų▄Ų┌ĪŻ
ęįŪ░Ą─░³čbÖCų╗ėąę╗éĆŲš═©ļŖÖCū÷×ķų„äė┴”Ż¼Ė„éĆ▓┐ĘųĄ─┼õ║ŽČ╝╩Ū═©▀^ÖCąĄé„äėüĒīŹ¼FŻ¼ÖCąĄĮYśŗĘŪ│ŻÅ═ļsŻ¼Š½Č╚▓ŅŻ¼╣╩šŽ┬╩Ė▀ĪŻ¼Fį┌╚½▓┐ė├╦┼Ę■ļŖÖC┤·╠µų«║¾Ż¼ÖCąĄĮYśŗūāĄ─ĘŪ│Ż║åå╬ĪŻšĒ╩Į░³čbÖC╩Ūę╗éĆ╦┼Ę■ļŖÖCĦäė░³čbÖCĄ─ŪąĄČ▓┐ĘųŻ¼ę╗éĆ╦┼Ę■ļŖÖCĦäė░³čbÖCĄ─╣®─ż▓┐ĘųŻ¼ūŅ║¾ę╗éĆ╦┼Ę■ļŖÖCĦäė═Ų┴Ž▓┐ĘųĪŻ═©▀^Ė„▓┐Ęųų«ķgĄ─ūĘ█ÖŻ¼üĒīŹ¼Fī”░³čb╬’Ą─░³čbĪŻė╔ė┌░³čbÖC╩Ūę╗éĆ▀B└mĄ─Ż¼▓óŪęį┌▀\ąąųąąĶę¬īŹĢrūĘ█Öš{š¹Ż¼╦∙ęįPLC▒žĒÜ▒ŻūC╦┼Ę■ļŖÖC▀\ąąĄ─ĘĆČ©ąį╝░£╩┤_ąįĪŻ
į┌ęį═∙Ą─╚²▌SšĒ╩Į░³čbÖCĘĮ░ĖųąŻ¼ė╔ė┌╩▄PLC▒Š¾w╝»│╔Ą─├}ø_▌ö│÷▌SöĄ╦∙Ž▐Ż¼═©│Ż▓╔ė├ā╔éĆPLC═©ėŹĄ─ĘĮ╩ĮŻ¼ā╔š▀═©▀^ŠWĮjūxīæųĖ┴Ņ▀MąąöĄō■é„▀fĪŻė╔ė┌┐žųŲŲ„╦∙ų¦│ųĄ─═©ą┼▓©╠ž┬╩╠½Ą═Ż¼╦∙ęįų„šŠ░l│÷├³┴Ņ║¾Ż¼Å─šŠĢ■ėą£■║¾Ą─Ēææ¬Ż¼▀@śėį┌Ė▀╦┘Ą─ŪķørŽ┬Ż¼╚²éĆļŖÖCĄ─┼õ║ŽŠ═Ģ■│÷▓Ņ▌^┤¾Ą─š`▓ŅŻ¼▓╗─▄š²│Ż╣żū„ĪŻS7-200 SMART▒Š¾w╝»│╔3┬ĘĖ▀╦┘├}ø_▌ö│÷Ż¼─▄ē“ØMūŃįōÖCą═Ą─╔²╝ēąĶŪ¾Ż¼ę“┤╦įOéõĖ─ą═ųą▀xō±┴╦įōĘĮ░ĖĪŻ
2Ż«╣ż╦ć┴„│╠ĮķĮBŻ║
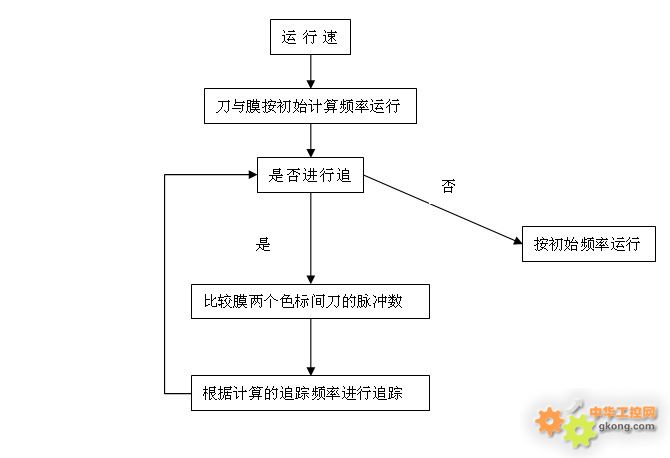
▒Š░³čbÖCė╔ų„ÖC▓┐Ęų┼c▌ö╦═ÖC▓┐ĘųĮM│╔Ż¼ų„ÖC▓┐Ęųų„ę¬╩Ūė╔ÖMĘŌĄČ▓┐Ęų┼c╦═─ż▓┐ĘųĮM│╔ĪŻė╔╔½ś╦é„ĖąŲ„Ż¼ĮėĮ³ķ_ĻPĄ╚üĒ┤_Č©░³čb─ż┼cŪąĄČų«ķgĄ─ŽÓī”╬╗ų├ĪŻ═©▀^£žČ╚é„ĖąŲ„üĒ£y┴┐ÖMĘŌĄČĄ─£žČ╚ĪŻ┐žųŲŽĄĮy╚ńłD╦∙╩ŠŻ║
ęŖłD1
3.ĘĮ░Ė┤_Č©
ę╗ĘĮ├µŻ¼Ķbė┌╚²▌S├}ø_▌ö│÷Ą─╣”─▄ØMūŃįOéõĄ─Ė─ą═ąĶŪ¾Ż¼┴Ēę╗ĘĮ├µ═©▀^╝»│╔Ą─ęį╠½ŠWĮė┐┌─▄ē“ĘŪ│ŻĘĮ▒ŃĄ─Ž┬▌d│╠ą“Ż¼┼cą┬░µĄ─SMART LINEė|├■Ų┴ę▓─▄īŹ¼F┴╝║├Ą─═©ėŹĪŻŠC║Ž▀xą═ų«Ž┬Ż¼ūŅĮKīóS7-200 SMART PLC║═SMART LINEė|├■Ų┴ę╗ŲĘ┼ĄĮSF-G3ÖCą═╔Ž▀MąąīŹ“×ĪŻ
4.«aŲĘė▓╝■┼õų├
ė╔ė┌╩ŪīŹ“×ÖCą═Ż¼╦∙ęįāHāHīóįŁėąĄ─ā╔éĆS7-200Ą─CPUĖ─×ķS7-200 SMARTŻ¼ŲõėÓĄ─ė▓╝■▓┐Ęų▓ó╬┤ū÷┤¾Ą─Ė─äėĪŻ
ą═╠¢
├Ķ╩÷
öĄ┴┐
CPU ST40
ś╦£╩ą═ CPU ─ŻēKŻ¼Š¦¾w╣▄▌ö│÷Ż¼24 V DC ╣®ļŖŻ¼24 ▌ö╚ļ/16 ▌ö│÷
Smart 700 IE
SMART LINE 7┤ńė|├■Ų┴
5.▄ø╝■ķ_░lŻ║
▒ŠŽĄĮyųą╩╣ė├Ą─I/O▒Ē╚ńłD╦∙╩Š
————————————
öĄūų┴┐▌ö╚ļ 17
öĄūų┴┐▌ö│÷ 13
————————————
I0.0 ĄČ┴Ń╬╗ĮėĮ³ķ_ĻP:ĄČ├┐ą²▐Dę╗ų▄Ż¼ĮėĮ³ķ_ĻPĮė╩šę╗┤╬ą┼╠¢ĪŻ
I0.1 ╔½ś╦╣ŌļŖŻ║░³čb─żŻ¼├┐ū▀ę╗éĆ─żķLŻ¼╔½ś╦╣ŌļŖĮė╩šę╗┤╬ą┼╠¢ĪŻ
I0.2 ═Ų┴Ž┴Ń╬╗╣ŌļŖŻ║├┐ū▀ę╗éĆ░╬ĶŠŻ¼╣ŌļŖĮė╩šę╗┤╬ą┼╠¢ĪŻ
I0.3 ŠÄ┤aŲ„AŽÓ
I0.4 ŠÄ┤aŲ„BŽÓŻ║ūįäėĮė─żĄ─Ģr║“Ż¼ė├ė┌ėŗ╦ŃĮė─żĄ─╬╗ų├ĪŻ
I0.5 ╝▒═Ż░┤Ōo
I0.6 åóäė░┤Ōo
I0.7 ³cäė░┤Ōo
I1.0 ═Żų╣░┤Ōo
I1.1 ĄČ╦┼Ę■ļŖÖCł¾Š»Ż║╚ń╣¹╦┼Ę■“īäėŲ„ėął¾Š»Ą─įÆŻ¼Ģ■ĮoPLCę╗┤╬éĆł¾Š»ą┼╠¢Ż¼┴ó╝┤═Ż▄ćĪŻ
I1.2 ─ż╦┼Ę■ļŖÖCł¾Š»Ż║═¼╔ŽĪŻ
I1.3 ═Ų┴Ž╦┼Ę■ļŖÖCł¾Š»Ż║═¼╔ŽĪŻ
I1.4 Ę└ūošų▒Żūoķ_ĻPŻ║«öĘ└ūošų┤“ķ_Ą─Ģr║“Ż¼įOéõĢ■ł¾Š»Ż¼┴ó╝┤═Ż▄ćĪŻ
I1.5 ū¾╬óäėķ_ĻP
I1.6 ėę╬óäėķ_ĻP
I1.7 ųą╬óäėķ_ĻPŻ║ęį╔Ž╚²éĆ╬óäėķ_ĻPŻ¼Č╝╩Ūį┌ūįäėĮė─ż▀^│╠ųą╩╣ė├ĪŻ
Q0.0 Q0.1 Q0.3╩Ū╚²┬ĘĖ▀╦┘├}ø_▌ö│÷Ż¼ė├ė┌┐žųŲ╦┼Ę■ļŖÖCĄ─▀\ąą╦┘Č╚ĪŻ
Q0.4 ųĖ╩Š¤¶Ż║įō³c┐žųŲę╗éĆųąķg└^ļŖŲ„Ż¼Ęųäeė├│Żķ_³c┼c│Żķ]³c┐žųŲåóäėųĖ╩Š¤¶┼c═Żų╣ųĖ╩Š¤¶ĪŻ
Q0.5 ųĖ╩Š¤¶Ż║ų▒ĮėĮėĮ³ł¾Š»ųĖ╩Š¤¶┼cĘõ°QŲ„ĪŻ
Q0.6 ┤“┤aą┼╠¢Ż║ė├ė┌Įo┤“┤aÖC╠ß╣®┤“┤a╬╗ų├ą┼╠¢ĪŻ
Q0.7 ┤ĄÜŌą┼╠¢
Q1.2ūāŅlŲ„åóäėą┼╠¢
Q1.3 ņ┘ĀC╬³║Ž┐žųŲ
Q1.5 ū¾ĄČļŖ┤┼ķy
Q1.6 ėęĄČļŖ┤┼ķy
Q1.7 Įė─żļŖ┤┼ķyŻ║╚²éĆļŖ┤┼ķyČ╝╩Ūį┌ūįäėĮė─ż▀^│╠ųą┐žųŲÜŌĖūĪŻ
▄ø╝■įOėŗ╔Žų„ę¬Ęų×ķęįŽ┬╚²▓┐ĘųŻ║
Ą┌ę╗Ż¼Ņl┬╩ėŗ╦ŃŻ║Ė∙ō■┐═æ¶Ą─ę¬░³čbę¬Ū¾Ż¼īóöĄō■═©▀^SMART LINE▌ö╚ļĄĮPLCŻ¼═©▀^Å═ļsĄ─öĄīW▀\╦ŃŻ¼ėŗ╦Ń│÷├┐éĆ╣ż╬╗Ž┬ļŖÖCĄ─▀\ąąŅl┬╩ĪŻ
Ą┌Č■Ż¼├}ø_▌ö│÷Ż║═©▀^Ž“ī¦Ż¼┼õų├╚²éĆ▌SŻ¼š{ė├Ž“ī¦┼õų├║¾«a╔·Ą─ūė│╠ą“Ż¼üĒīŹ¼Fī”╚²éĆļŖÖCĄ─┐žųŲĪŻ
Ą┌╚²Ż¼ūįė╔┐┌═©ėŹŻ║S7-200 SMARTĄ─485┤«┐┌Ż¼įO×ķūįė╔┐┌═©ėŹŻ¼┼cėŅļŖĄ─£ž┐ž─ŻēK▀MąąöĄō■Į╗ōQĪŻ
6.æ¬ė├¾wĢ■
S7-200 SMART▌^S7-200üĒšfČÓ┴╦ę╗┬Ę├}ø_▌ö│÷ĪŻ«öÖCŲ„ąĶę¬╚²▌SĢrŻ¼S7-200ų╗─▄═©▀^ā╔éĆPLCĄ─═©ėŹüĒīŹ¼FĪŻė╔ė┌═©ėŹĄ─čėĢrŻ¼╦∙ęį║▄╚▌ęūįņ│╔ūĘ█Öą¦╣¹▓╗└ĒŽļĪŻČ°S7-200 SMARTėąą¦Ą─ĮŌøQ┴╦▀@éĆå¢Ņ}ĪŻė╚Ųõ╩ŪS7-200 SMART│╠ą“Ą─Ž┬▌d║═┼cė|├■Ų┴Ą─═©ėŹČ╝╩Ū═©▀^ŠW┐┌═©ėŹŻ¼┤¾┤¾Ą─╝ė┐ņ┴╦═©ėŹ┼cŽ┬▌d│╠ą“Ą─╦┘Č╚ĪŻ